|
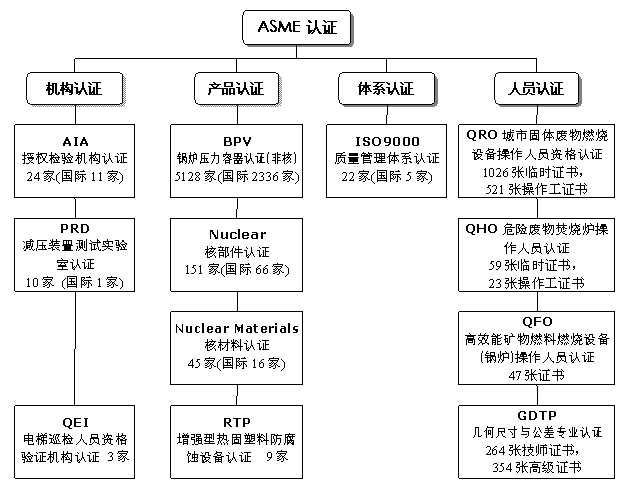
ASME Standards and Certificate一、ASME 简介 美国机械工程师学会(ASME)成立于1880年,至今已有129年历史。作为一个在提供技术信息、培训和教育一体化服务拥有丰富经验的非赢利性科技社团,ASME通过她的产品、服务和其他媒介,为社会及专业人士提供了一个共享多样资源的平台,以确保竞争力,健全各人职业发展规划,建立全球性的专家交流网络。 ASME同时是世界上最大的技术文献出版机构之一,其出版发行的约600项技术法规与标准被世界100多个国家和地区广泛采用。其著名出版物包括ASME锅炉及压力容器标准;技术文件、学术报告、会议论文和ASME会刊《机械工程师》。此外,ASME还提供大量的培训课程;实施认可认证项目;主办全球性技术会议等。 ASME还致力于为青年工程师开发适用于他们职业发展的有关标准和法规的培训项目,以此为未来工程技术科学的可持续发展作出贡献。 ASME拥有近13万名会员、5000 多家锅炉压力容器证书持证厂商、200多家核电证书持证厂商、30 多家授权检验认证机构以及2000 多位个人认证证书持有者。 ASME与中国的合作源远流长。上世纪八十年代初,ASME即与中国机械工程学会、中国动力工程学会、中国核学会、中国电机工程学会等学术团体建立了合作关系,这些合作关系在过去的岁月中不断得到加强。改革开放初期,ASME与原机械工业部、石油工业部、化学工业部、劳动部和国家科委等部门密切合作,为推动中美科技交流作出了有益的贡献。 目前,ASME与科学技术部、工业与信息化部、国家技术监督检验检疫总局、国家标准化管理委员会、国家外国专家局、中国科学院、中国工程院、中国科学技术协会、中国机械工业联合会等部门以及中石油、中石化、中核总、国核技、国机集团等中国大型骨干企业保持着互利互惠的合作关系。 ASME认证分类及证书数量如下(数据截止日期:2008.6.30):
二、ASME标准体系介绍 ASME 锅炉压力容器规范标准(ASME Codes and Standard)总共有12卷,分别是: I动力锅炉建造规则 II材料 III核设施部件建造规则 IV采暖锅炉建造规则 V无损检测 VI采暖锅炉维护和运行推荐规则 VII 动力锅炉维护推荐指南 VIII压力容器建造规则 IX焊接和钎接工艺,焊工、钎接工、焊接和钎接操作工评定标准(焊接和钎接评定标准) X纤维增强塑料压力容器建造规则 XI核电站部件运行中检测标准 XII 运输罐的建造和连续使用规则 以上12卷ASME锅炉压力容器规范标准分为以下4大类: 1)建造部分:共6卷,其中包括: 第一卷:动力锅炉; 第三卷:核设施部件建造规则; 第四卷:采暖锅炉建造规则; 第八卷:压力容器建造规则; 第十卷:纤维增强塑料压力容器建造规则; 第十二卷:运输罐的建造和连续使用规则。 2)通用部分:共3卷 第二卷:材料; 第五卷:无损检测; 第九卷:焊接和钎接评定标准。 3)运行部分:共2卷 第六卷采暖锅炉维护和运行推荐规则; 第七卷动力锅炉维护推荐指南。 4)检验部分:共1卷 第十一卷核电站部件运行中检测标准 三、ASME 认证的意义 加入WTO以来,我国装备制造业面临着国际市场日趋激烈的竞争。如何适应形势,调整自我,积极采纳国际一流制造商行之有效的通行做法,通过获取ASME认证证书和钢印,使产品和服务早日走出国门,成为各企业的首选做法。 美国机械工程师学会颁发的ASME锅炉压力容器钢印和证书是当前国际上最具权威性、普遍认可的锅炉压力容器认证证书,是步入国际压力容器市场和压力管道市场的准则和通行证。其价值体现在: ASME拥有当今世界公认的内容完整、技术成熟、结构缜密、安全可靠的锅炉压力容器标准,是众多国家相关标准与规范的基础和源泉,是国际市场接受并应用最广泛的技术标准; 建立在此标准体系上的ASME认证拥有强大的技术支持; 第三方检验机构的介入,确保了ASME认证的公平、公正、安全性; 得到世界120多个国家和地区的认可; 取证的过程就是对企业工程技术人员的培训、提高的过程。通过取证培养一批达到国际先进水平的工程技术管理人员; 提高企业形象、信誉、管理水平和知名度; 增加市场投标实力; 提升产品和服务出口优势, ASME证书为企业进入国际市场提供了钥匙; 获得ASME 钢印证书的企业可以承揽打钢印的产品。 四.ASME证书和钢印 ASME锅炉压力容器总共有如下21种认证证书和钢印:
ASME 核电总共有5种证书和钢印,以下为5种N类(核电)钢印和证书:
NS认证 - 表明证书持有人在提供核设备支承方面拥有依据ASME安全标准制定的质量体系。NS认证不发放标志钢印。 QSC 质量体系认证(QSC)证书持有人必须取得认证证书,但并不拥有标志钢印。QSC质量体系证书持有人通常是为N证书持有人或NPT证书持有人提供原材料和标准支承的供应商。 - 每一种钢印都代表一种具体的产品 - 授权证书的要求也各不相同 五.ASME 认证流程 了解ASME取证知识,最简洁的办法就是登陆ASME网站(部分为中文版)www.asme.org,点击右上角的五星红旗。然后点击规范与标准,下拉菜单中点击产品证书……, 找到所有相关文件包括申请表﹑ASME规范目录﹑授权检验机构名录﹑试验室目录等材料,仔细阅读。 选择一家ASME 认可的授权检验机构(AIA)签订服务合同。按ASME规范要求,企业必须与一家AIA(授权检验机构)签订长期服务协议,AIA授权检验机构的授权检验师(AI)负责监督质保大纲,审核图纸,审核质量记录,审查材料是否符合规范要求,审查焊接工艺规程,审查焊工资格,审查是否已按要求进行了热处理,审查是否按要求进行了NDE检验和试验,见证和/或审查了工序间工作,审核是否正确使用钢印和名牌,审核数据报告并签字等。即企业的质量管理体系将始终处于AIA的监督之下。取证企业必须选择并确定一家签约的AIA,并将其填入申请表。AIA在取证过程中起着非常重要的作用。 申请单位(制造厂商)与授权检验机构( AIA )签订 ASME 制造厂检验合同。 申请单位向 ASME 发函,获取申请表格。也可以从网上下载申请表和相关资料。申请表一定要填写准确、完整。 向 ASME 邮寄填写完整、正确的申请表并按要求汇付联检预付款及证书﹑钢印款,根据企业申请的授权证书,钢印的数量和种类向ASME 购买原版 ASME 规范书籍。同时,向美国无损检测学会联系采购SNT-TC-1A标准。 按ASME规范要求编制ASME 认证要求的质量管理体系文件(中英文对照稿,联检时以英文文本为准)。 做好接受审核的准备 1)申请单位与 AIA 共同配合组建 ASME 迎检工作小组。 ASME迎检工作小组成员应由负责设计、采购、焊接、材料、无损探伤、质量控制以及质量保证人员组成; 2)准备质量手册和质量控制程序,制造示范产品,完成焊接工艺和焊工考核﹑评定;完成无损检测人员考核﹑评定等。 确定ASME联检日期 ASME在收到企业预付款后将传真通知企业联检日期,企业应与AIA协商,若同意此安排,则签字后用传真返回ASME(必须用传真回复),若不同意此安排,也必须用传真通知ASME,同时提出建议的时间。在企业签字确认ASME联检日期安排后,若再要求变更,则需向ASME支付昂贵的罚金。 接受AIA 的预联检 为全面检查企业的取证准备工作,AIA将指派授权主任检验师(Authorized Inspector Supervisor 简称 AIS)按联检程序对企业进行一次综合预联检,以便进一步改进,完善取证准备,保证联检一次成功。 联检 参加联检的人员有ASME咨询师和授权检验机构(AIA)的主任授权检验师(AIS)和授权检验师(AI)组成。通常联检需要两天。要准备好为美国ASME咨询师的签证。 审查手册,提出修改意见; 召开联检开始大会; 报告手册审查情况,澄清问题,提出修改意见; 车间巡视包括材料库﹑焊材库,示范产品制造现场﹑无损检测试验室﹑理化检验试验室、计量室﹑压力试验现场等; 审查示范产品设计图纸﹑强度计算书,考察设计人员; 质保体系实施情况,包括审查焊接,如PQR. WPS. WPQ 文件,考察焊接人员,无损探伤,设计,标记移植等文件是否符合ASME 法规的要求; 检查示范产品的制造过程; 检查计量器具的检定证书及其有效性; 检查无损检测试验室,抽查RT底片与报告; 计量仪表如水压表、热电偶、卡尺、及其相关的检验记录; 联检小组执行会议; 和申请人一起开总结会。 联检结论 建议发证:质量管理手册及实际执行无重大问题,在检查中发现的不符合项目已获得改正。ASME 收到联检组的推荐结果后做出最终结论,如果同意发证,ASME将在联检结束后大约6到8周给申请单位颁发 ASME 钢印和授权证书。 建议在整改后发证:在检查中发现存在重要的缺项,要求在规定期限内整改,经AIA检查确认以后,报ASME批准发证。 建议不予发证:在检查中发现存在不符合规范要求的不一致项,导致联检终止或宣告失败。在联检失败6个月后,企业才可以重新向ASME提出申请。 ASME 钢印产品的检验:申请单位取得 ASME 证书后,任何需要打 ASME钢印的产品,均需 ASME 授权检验师(AI)的检验。具体的检验服务和相应的检验费用按照 AIA 与申请单位所签订的检验合同(MIC)执行,也可与授权检验机构(AIA)另行议定。 ASME 钢印和证书三年有效,三年以后将进行换证,程序和要求同取证相同。 六、取证企业要完成的主要工作和要求 1)按ASME规范要求,建立质量管理体系,编制质量管理手册。 这里需要强调的是必须向AI和联检组提供英文版原版ASME 规范标准和英文版的质量管理手册及一切相关的工艺文件供联检组审查,文件应是中英文对照的,方便公司内部车间使用,但是要以英文为准。 2)编制可操作的程序文件 通常需编制包括设计文件管理﹑材料管理﹑材料标记﹑工艺文件管理﹑焊接材料管理﹑焊工和焊接操作工技能评定﹑焊接缺陷返修﹑无损检测人员培训,考核和资格评定﹑射线检验﹑超声波检验﹑磁粉检验﹑液体渗透检验﹑焊后热处理﹑不一致品管理﹑目视检验员培训考核和资格评定(仅限锅炉)﹑水压试验﹑计量器具管理等等可操作的程序文件,所编制的各工艺文件根据示范产品制造情况而定。 3) 设计示范产品 企业必须按ASME规范设计示范产品,提供英文的设计图纸和强度计算书同时申请U﹑U2 授权证书的企业,还需要完成按ASME Ⅷ-2卷的特殊要求。 4) 采购ASME规范材料 按示范产品设计要求,采购符合ASME第Ⅱ卷的规范材料; 对ASME规范材料的生产厂没有资格认证要求,不管是中国还是其他国家的生产厂,只要其按ASME规范生产,材料质量证书和标志符合规范要求,均可以接受; 5) 完成焊接工艺评定(PQR)﹑焊接工艺规程(WPS)和焊工与焊接操作工技能评定(WPQ)。 根据示范产品要求,按ASME规范Ⅸ卷完成相应的PQR﹑WPS和WPQ;焊接和焊接操作工由本企业按第IX 卷的要求进行资格评定,对焊工和焊接操作工的人数没有数量要求,但一定要满足示范产品所需焊工资格要求。 6) 完成无损检测(NDT)人员的培训考核 企业必须按美国无损检测学会SNT-TC-1A标准要求,完成Ⅲ级NDT人员的培训考试,合格后由企业负责人颁发Ⅲ级NDT人员资格证书; 由企业内部的Ⅲ级NDT人员执行Ⅰ、Ⅱ级NDT人员的培训﹑考试,并由企业向考核合格者颁发资格证书。 7) 完成示范产品的制造 设计制造示范产品的目的是要证明企业质量管理体系的实际执行能力和在实际制造过程中执行ASME 规范标准情况。因此,在完成示范产品的一条纵缝﹑一条环缝和一条角焊缝焊接后,即可提交联检,不要求完工的产品。 8) 完成计量器具的检定 用于ASME取证的计量器具均必须按法规要求进行计量检定。其检定证书必须符合规定要求。 9) 关于设备和人员要求 按ASME规范要求,焊工必须由企业自行承担,其他工序,如:封头压制(不包括拼缝焊接)、筒体成型﹑焊后热处理等均允许外协;人员方面,由于质保﹑设计﹑焊接﹑无损检测等主管人员要在熟悉ASME规范的基础上,完成各自承担的工作。因此,要求上述人员能阅读ASME规范英文原文的有关章节,以满足工作和联检的要求;上述人员最好能听懂并用英语回答联检组提出的专业问题,但此项要求不是强制性的。 |




返回